Работа с датчиком инструмента



В этом обзоре мы научимся правильно работать с датчиком инструмента.
Зажимаем инструмент в цанговый патрон.
Причем ноли по осям ИКС и ИГРЕК обнуляем в том месте, откуда начнет резать (то есть как правило левый ближний (нижний) угол, но не важно, все зависит, как ВЫ в арткаме выставите свой ноль, это может быть и центр заготовки. Далее кладем пластинку свою на заготовку в том месте, где Вам нравится (допустим если я режу какой-то рельеф на дереве, и планирую менять фрезы - я выбираю место, где после обработки инструментом у меня будет сохранена лицевая плоскость) и подводишм фрезу к пластинке не доставая до нее около 5мм.
Удерживая пластинку нажимаем одновременно на кнопки ON/OFF+MENU(для ДСП -контроллера) и f7(Calibration для НЦ Студио). Шпиндель очень медленно начинает опускаться вниз, пока не достигнет пластины. Произойдет контакт - обнулится Ваша ось ЗЕТ. Нажимаем кнопку ORIGIN - шпиндель уйдет в ноль по осям ИКС и ИГРЕК и поднимется вверх - теперь можем загружать и резать свой файл.
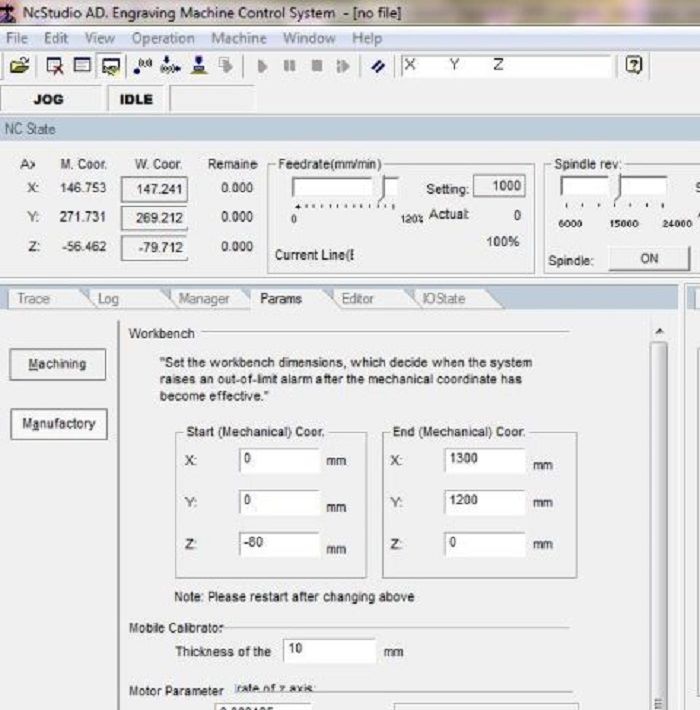
Самое главное - не забудьте залезть в сетап шпинделя и установить в строке CAD Thickness - толщину своей пластинки.
Другие статьи раздела:



SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Поделиться: